
以下是:重庆市江津区有现货的滚筒线供货商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 依利达ELIDA 产地 广东 范围 有的滚筒线供货商供应范围覆盖重庆市、万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县等区域。 【依利达】以匠心打造多元场景产品,涵盖巫溪热收缩包装机支持定制、城口热收缩包装机当地厂家值得信赖、南川热收缩包装机检验发货等。有现货的滚筒线供货商,依利达包装器材(重庆市江津区分公司)为您提供有现货的滚筒线供货商,联系人:陆经理,电话:【18762195566】、【18762195566】。 重庆市,江津区 江津区,隶属重庆市,位于重庆市西南部,因地处长江要津而得名,始建于南齐永明五年(公元487年),是长江上游航运枢纽和物资集散地。
我们的有现货的滚筒线供货商视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:重庆江津有现货的滚筒线供货商的图文介绍公司为各种用途的客户提供高性能的产品,诚信为本,严谨务实、注重服务,致力于为客户提供优良产品。
我们坚持品质
我们坚持优质原材料
我们坚持原料合理配比
我们坚持质量至上
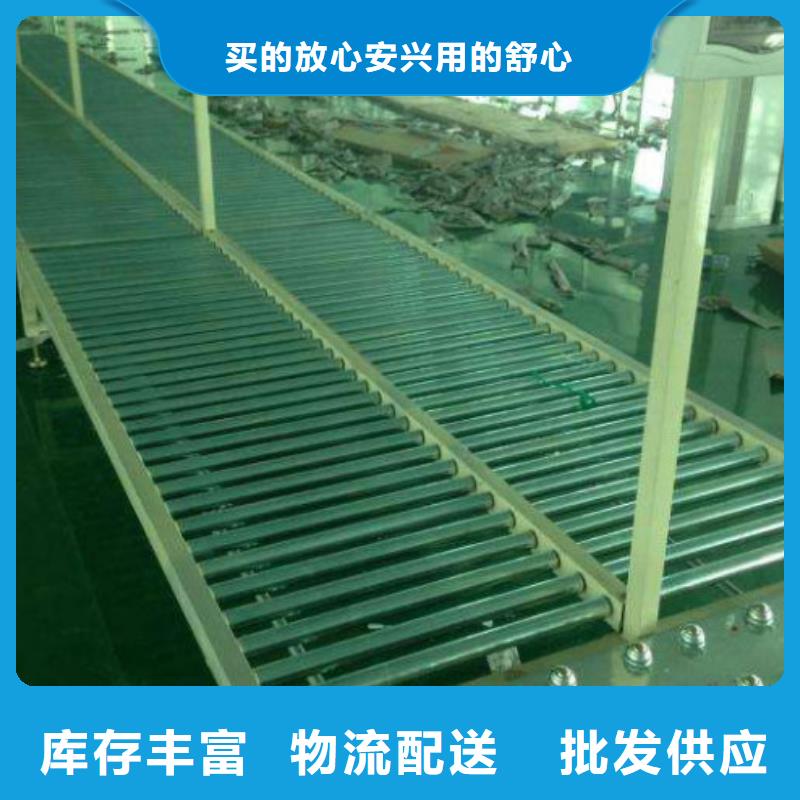
动力滚筒线是输送设备中的一种主要输送配件,是自动方式驱动输送带或改变其输送方向的筒形组成。大多数用于底部是平面的物品运输,主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。动力滚筒输送线结构简单,可靠性高,使用维护方便,能承受较大的冲击载荷。广泛应用于各行各业的成本包装输送,以及周转输送。? 工作原理? 动力滚筒输送机常用于水平的或向上微斜的输送线路。驱动装置将动力传给滚筒,使其旋转,通过滚筒表面与输送物品表面间的摩擦力输送物品。?
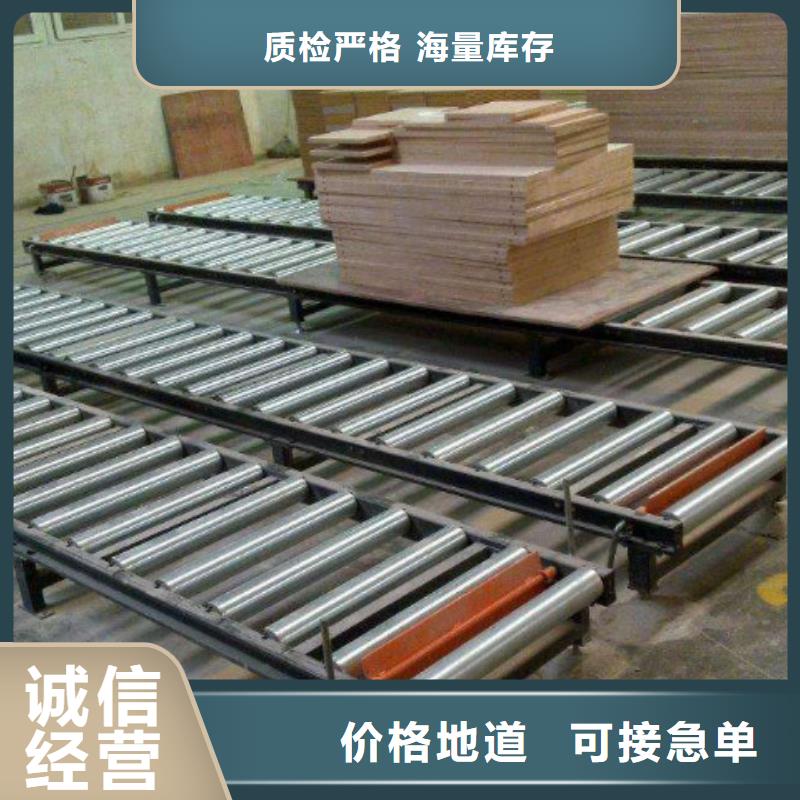
动力滚筒输送机主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动,输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动。物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出。? 单链滚筒输送机的原理是辊筒由一根环型链条驱动,链条在特制导轨中运行,具有安装方便,噪音低的特点。单链轮滚筒用大循环的方式驱动,双链轮滚筒用小循环的方式驱动,其他驱动方式用于轻型输送场合。适用于各类箱、包、托盘等物件的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。
★滚筒输送机简介:
结构形式:从驱动形式上分为有动力、无动力、电动滚筒等,按布局形式分为水平输送,倾斜输送和转弯输送。
尺寸规格:滚筒输送机内宽度由客户指定,可按客户需求制作,转弯滚线标准转弯内半径为300、600、900、1200mm等,也可按客户需求采用其它特殊规格。直段滚筒所用的滚筒直径有38、50、60、76、89mm等。转弯滚筒的锥度我们会根据输送物体的重量、外形尺寸、线速度等来设计。
机架材质:碳钢喷塑,不锈钢,铝型材。
动力方式:减速电机驱动,电动滚筒驱动等形式。
传动方式:单链轮、双链轮、O型皮带、平面摩擦传动带、多楔带等。
调速方式:变频调速,无级变速等。
转弯链板是基于这样的物理设计来实现转弯的,这与汽车的运行方式还有所不同,它不需要减少燃料的动力刺激,相反,而更多需要从设计上就能避免或多或少的问题。
输送滚筒在运行时要注意哪些问题:一、在开始进行食品输送之前一定要对机械的各个部位进行的检查,要注意输送带上面是否有人或者其他的杂物,经过检查确定没有问题以后才能开始运行。二、在输送机和输送滚筒启动以后,要先空转一个循环,检查各个部位没有问题以后才能放上食品原材料进行运转。三、在输送带开始正式运转以后,一定要有相关的操作人员进行看守,如果有必要的话,还要按时四处巡逻,如果发现异常情况要及时排除,如果不能马上排除的话,要及时切断电源。四、当输送滚筒在运转的过程当中出现食品原材料跑偏,打滑或者震动等情况的话,要及时进行具体的调整,如果不能调整的话,也是要及时切断电源停止工作生产的。
我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。
有现货的滚筒线供货商_依利达包装器材(重庆市江津区分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:陆经理,佛山市禅城区南庄镇商业广场二座。










